¡Tu solución está lista!
Nuestra ayuda de expertos desglosó tu problema en una solución confiable y fácil de entender.
Mira la respuestaMira la respuesta done loadingPregunta: Cierto o Falso ( 1.5 punto por pregunta - Total 37.5 )_En muestreo para aceptación los lotes que tengan calidad AQL o mejor serán aceptados._. En promedio, en muestreo rectificado la calidad de salida AOQi será major que la calidad de entrada p.__ Si el índice Cp obtiene un valor bien alto, podemos decir que el proceso está centralizado., si T2 (i)
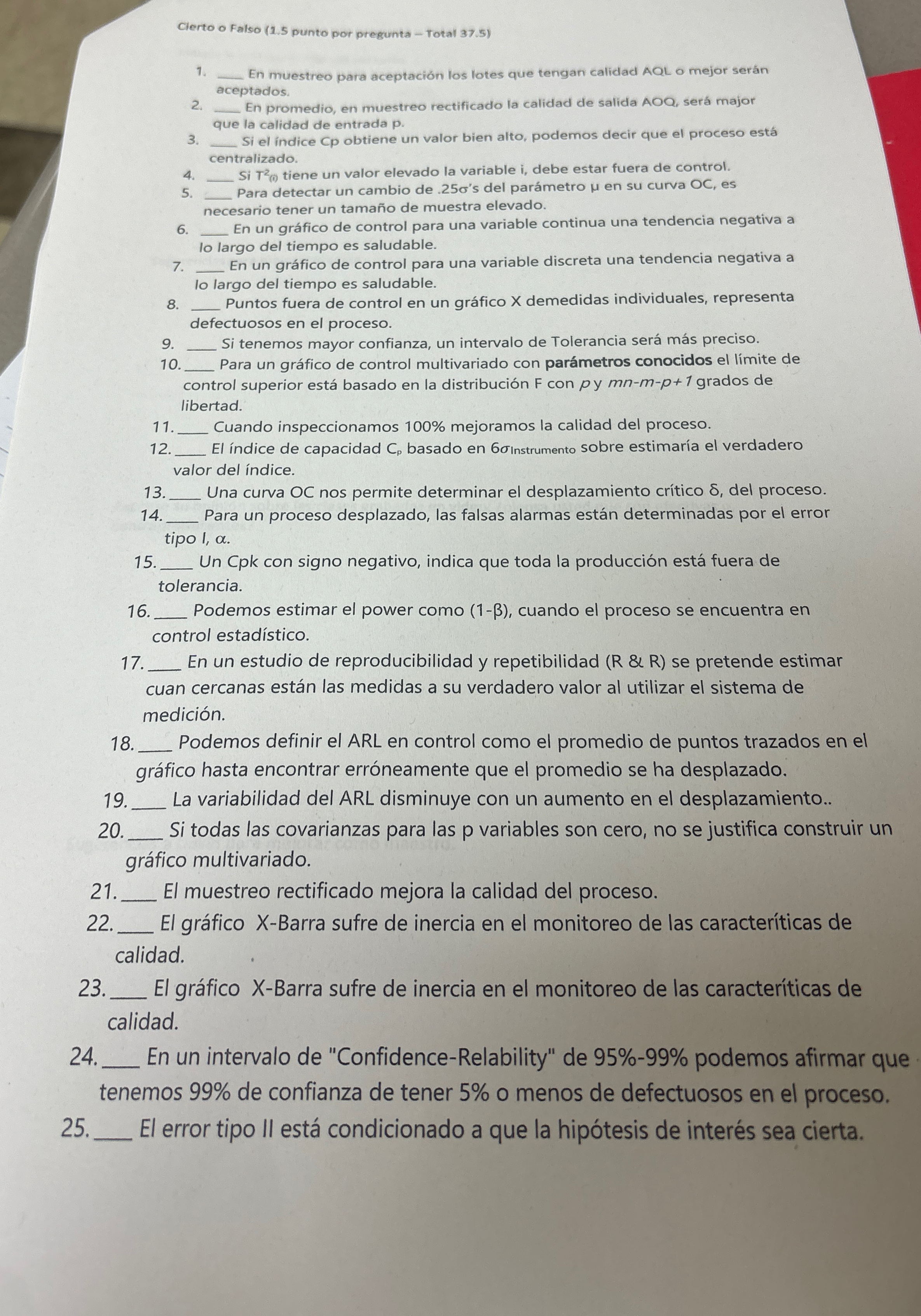
Cierto o Falso punto por pregunta TotalEn muestreo para aceptacin los lotes que tengan calidad AQL o mejor sern aceptados.En promedio, en muestreo rectificado la calidad de salida ser major que la calidad de entrada pSi el ndice Cp obtiene un valor bien alto, podemos decir que el proceso est centralizado.si i tiene un valor elevado la variable i debe estar fuera de control.Para detectar un cambio de s del parmetro en su curva OC es necesario tener un tamao de muestra elevado.En un grfico de control para una variable continua una tendencia negativa a lo largo del tiempo es saludable.En un grfico de control para una variable discreta una tendencia negativa a lo largo del tiempo es saludable.Puntos fuera de control en un grfico demedidas individuales, representa defectuosos en el proceso.si tenemos mayor confianza, un intervalo de Tolerancia ser ms preciso.Para un grfico de control multivariado con parmetros conocidos el lmite de control superior est basado en la distribucin F con py grados de libertad.Cuando inspeccionamos mejoramos la calidad del proceso.El ndice de capacidad basado en sobre estimara el verdadero valor del ndiceUna curva OC nos permite determinar el desplazamiento crtico del proceso.Para un proceso desplazado, las falsas alarmas estn determinadas por el error tipo I,Un Cpk con signo negativo, indica que toda la produccin est fuera de tolerancia.Podemos estimar el power como cuando el proceso se encuentra en control estadsticoEn un estudio de reproducibilidad y repetibilidad & se pretende estimar cuan cercanas estn las medidas a su verdadero valor al utilizar el sistema de medicinPodemos definir el ARL en control como el promedio de puntos trazados en el grfico hasta encontrar errneamente que el promedio se ha desplazado.La variabilidad del ARL disminuye con un aumento en el desplazamiento..Si todas las covarianzas para las p variables son cero, no se justifica construir un grfico multivariado.El muestreo rectificado mejora la calidad del proceso.El grfico Barra sufre de inercia en el monitoreo de las caracterticas de calidad.El grfico XBarra sufre de inercia en el monitoreo de las caracterticas de calidad.En un intervalo de "ConfidenceRelability" de podemos afirmar que tenemos de confianza de tener o menos de defectuosos en el proceso.El error tipo Il est condicionado a que la hiptesis de inters sea cierta. Hay 2 pasos para resolver este problema.SoluciónPaso 1Mira la respuesta completa
Hay 2 pasos para resolver este problema.SoluciónPaso 1Mira la respuesta completaDaremos solución a la primera pregunta presentada
 DesbloqueaRespuestaDesbloquea
DesbloqueaRespuestaDesbloquea

Estudia mejor, ¡ahora en español!
Entiende todos los problemas con explicaciones al instante y pasos fáciles de aprender de la mano de expertos reales.